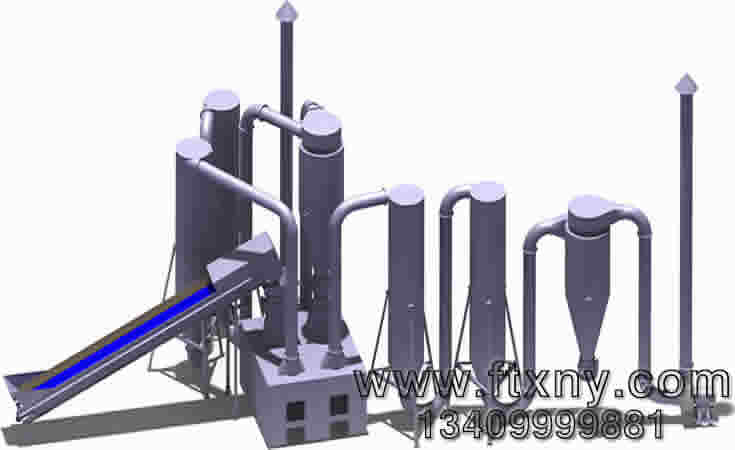
SH93型叶丝高速膨胀干燥烘干机主要由进料罩、进料气锁、松散装置、紊流装置、干燥烘干装置、物料管道、旋风分离装置、回风管道、循环风机、排潮管、热风分配管、燃烧炉、混合箱、平台、电控以及水气汽管路系统等组成。(见图1)
其工作原理如下:叶丝经超级回潮机充分加温加湿后(烟丝水份为:22~35%.温度为:55±5℃),由振槽输入,通过进料气锁,将叶丝送入到松散膨化器中。高温饱和蒸汽高速喷入到松散膨化器内,使叶丝快速松散加温,接着经过热蒸汽气流的作用将叶丝送入到干燥烘干机内进行快速地膨化和干燥烘干后,在此设备内部叶丝与高温蒸汽充分接触迅速进行热交换,由于烟丝内部水份的瞬间蒸发的速度远比从叶丝壁排出的速度要快,因此叶丝在干燥烘干的同时得以迅速膨化。其后叶丝在重力和风力的作用下,进入物料管道进一步干燥烘干,三门峡30码期期必中销售木屑颗粒机、木屑烘干机等生物质燃料成型、木屑烘干等机械设备。
最后,叶丝进入旋风分离装置,与蒸汽分离的同时冷却部分定型,并从旋风分离装置下部的出料气锁排出,输送到下一工序进行处理。与此同时经分离器降低温度的过热蒸汽由循环风机送到燃烧炉内加温后再循环使用,只有少量废汽排到室外。
 该生产线在使用过程中,性能比较稳定,但还存在以下不足之处,为此,本文主要针对该生产线设备以下存在的不足之处进行阐述,并提出具体的改进措施。
该生产线在使用过程中,性能比较稳定,但还存在以下不足之处,为此,本文主要针对该生产线设备以下存在的不足之处进行阐述,并提出具体的改进措施。(1)SH93气流干燥烘干设备使用的工作介质是热风,而热风的热量是柴油在燃烧炉中燃烧后经过热交换器产生的,我们现在使用的是标准的0#柴油,对于一般的燃油系统是没有什么问题的,但对于SH93设备的燃油系统,在纯净度方面依然不能满足,在使用过程当中我们就发现该燃油系统时常由于油料杂质的原因发生故障。一方面:由于在运输、存储及管道输送过程当中不可避免的混入杂质;另外:储油罐、管道内部的锈蚀现象也产生一定数量的金属粉末,尽管该类粉末粒度细小,但原设备管道系统当中的过滤器依然无法完全过滤,导致燃烧炉油泵过滤器经常堵塞,油泵磨损加剧,频繁损坏,影响设备的正常运行。根据统计,2007年3-6月份由于油泵磨损而导致设备无法投人生产的故障共有3次,共更换了3台油泵(每台约20000元);而由于油泵过滤器堵塞而导致设备突然停机的故障每月均有8-10次,每次设备停机后再启动到正常使用状态需要30分钟时间。
(2)车间SH93燃烧炉与现场储油罐处在同一生产现场,两者之间间距约为2米左右,距离太短,由于SH93燃烧炉在工作时温度较高,且燃油属于易燃物品,因此目前的设备布置存在很大的安全隐患。
(3 )SH93叶丝干燥烘干线的烟丝干燥烘干及输送是以(热风)风力作为动力源,在风力不足的情况下,部分烟丝会在风送管道转角部分形成累积,当日积月累到一定程度,就会造成管道风送截面变小,风力变大,加上烟丝来料的不确定性,容易出现物料输送的不均匀,进而影响到后续工序的加工精度和控制精度,在系统优化前,为保证工艺流量及工艺指标的实现,采取的措施是把SH93大风机的运行频率调整到53-55HZ高频状态,电机电流为180-200A左右,这样会致使变频器及电机长期处于高频运行状态,变频器在高频状态下会产生的较强的电磁波,从而干扰变频器的元件及电机的线圈,使电子元件和线圈发热,影响其寿命。此外,由于变频器的变频已经接近最大值,没有了向上调节的余地,产品质量时常会因为输送风力跟不上物料流量增大比例而受到影响。一般在正常使用条件下,变频器的运行频率必须控制在50HZ以下是最理想的。
(4)根据原系统设定的程序,系统原启动动流程图如图2所示:
从工作流程图中我们可以看到除尘风机在燃油炉“预热”时就启动;而燃油炉从预热到达设定的温度250度~280度需用时25 - 30分钟,在这段时间内由于没有烟丝通过,冷丝带处于待料状态,造成除尘风机空载运行,该除尘风机电机功率为37KW,因此,每次预热都会造成很大的能耗浪费。
由于以上系统存在的一些设计缺陷,使得整个生产系统美中不足,问题的间断出现,干扰了正常的生产,也给产品加工留下了一些质量和安全上的隐患。为此,针对以上4个问题,经过讨论制定对策,分别对其进行创新改造如下:
(1)经过分析后确认燃油泵频繁损坏的主要原因是因为燃油中的杂质没有得到有效的过滤。目前我们使用的是进口齿轮泵,其工作原理是利用一对啮合的齿轮将人口腔体内的燃油压入出口端。该类型泵的齿轮配合精度很高,配合间隙达到0.002mm,该泵在转速2000转,分的运行状态下,可以产生高达28bar的油压,在此高压下油质的好坏对油泵齿轮影响极大,为保证进入油泵的油质质量,改造主要是在现场油罐前的油料输送管道中安装一个自行制作的强磁除铁过滤装置,在油料进入现场油罐前将油料中的大部分金属粉末和颗粒杂质过滤去除,从而降低油泵的磨损程度,保证设备的正常运行。
目前为止,改造后到油泵工作正常,没有出现由于油泵磨损而导致油压降低设备无法工作的现象,也没有出现由于油泵过滤器堵塞而导致设备突然停机的故障,证明该改造对设备起到了很大的保护作用。就经济效益而言,以改造前月停机8次计算,SH93型叶丝高速膨化干燥烘干机燃烧炉油耗是90kg/h,这样每月就要浪费360kg燃油。
(2)将储油罐移位至SH93叶丝膨胀干燥烘干工作区域外,现距离为8米,并砌耐热不易燃隔墙进行隔离,使用条件符合安全和消防的规定,安全隐患大大降低。
(3)对于风量不足,我们经过充分论证后,决定对风机主传动皮带轮重新设计,通过对原风机结构、风管口径、电机转速及产生的风量进行计算,确认主传动皮带轮的直径由原来的280mm修改为250mm。要达到的目的是:①保证风力充足,改造后在同等转速情况下,风速提高25qo;②适当降低电机运行频率,使电机运行频率有一定向上调节的能力,保证生产和工艺在正常状态下运行。改造后大风机的电机频率控制在47-50HZ之间,使系统运行有一定的调节余地;③保持干燥烘干后烟丝出料的均匀性;④改造后,电机转动力矩增大,转速降低,通过对现场数据的实测,正常运行时,大风机电机的工作电流由原来的180-200A减低到目前的150-170A,有效的保护了电机。
(4)为了使SH93在预热状态时冷丝带除尘风机不启动,只有“生产”状态才启动除尘风机,我们对系统启动程序进行了修改,如图3所示,这样每次预热过程中除尘风机不再出现空运转,达到节能降耗的目的。
通过对影响系统功能的4个方面因素的改造,进一步优化了SH93生产线的设备性能,在系统控制、参数控制及节能降耗方面都达到了令人满意的效果。





